JRready tools
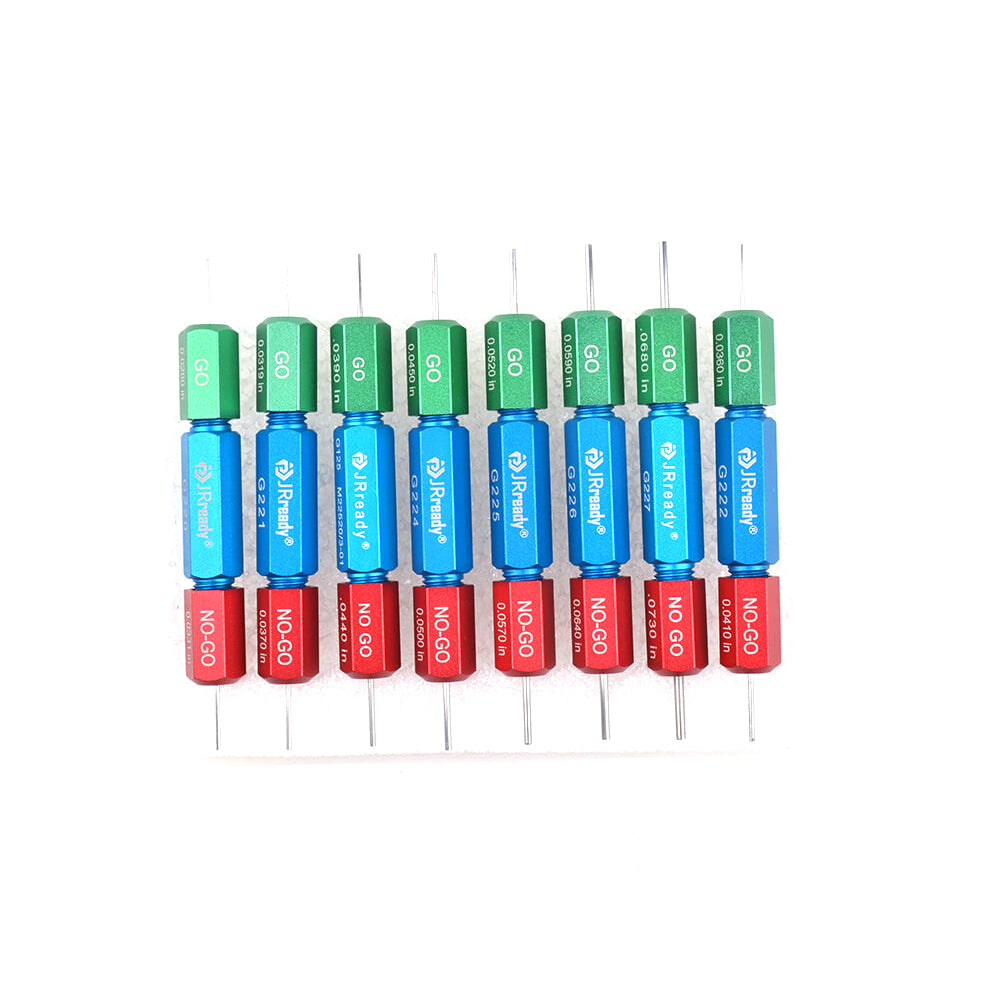
JRready ST5128 Go-NoGo Gage Measuring Tool Kit (G220 G221 G222 G224 G225 G226 G227 G125) To Periodically Gage M22520/1-01 Crimp Tool
JRready ST5128 Go-NoGo Gage Measuring Tool Kit (G220 G221 G222 G224 G225 G226 G227 G125) To Periodically Gage M22520/1-01 Crimp Tool
Couldn't load pickup availability
- Good to work with the YJQ-W2A(M22520/1-01) Hand Crimping Tool or YJQ-W2Q Pneumatic Crimping Tool
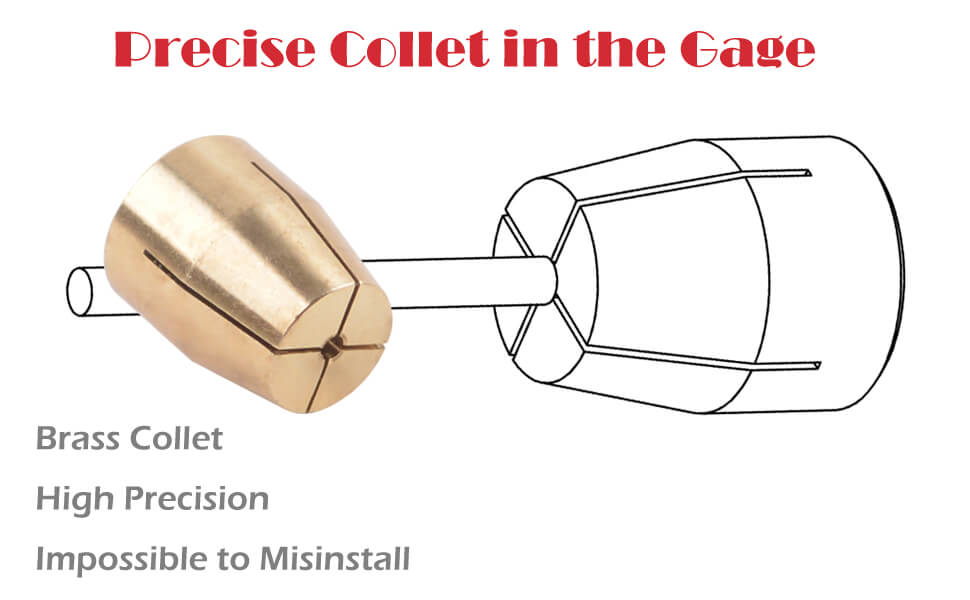
- Each crimp tool has accurate indenter working diameter, the gage is necessary to ensure the crimp tool is in proper working status
- Periodic gaging is recommended to insure accurate calibration and performance.
- G125 GO-NoGo gage is included
- Please note: This tool is designed according to MIL-SPEC and manufactured by JRready.
GAGING INSTRUCTIONS
"GO" GAGING
Operate the tool to the fully closed position. Maintain firm hand pressure on the tool handles. Insert the "GO" gage end as shown. The gage must pass freely between the indenter tips
"NO-GO" GAGING
Operate the tool to the fully closed position. Maintain firm hand pressure on the tool handles. Try to insert the "NO-GO" gage end. The "NO-GO" gage may partially enter the indenter opening, but must not pass completely through.
Inspection and Verification Gaging of Tools
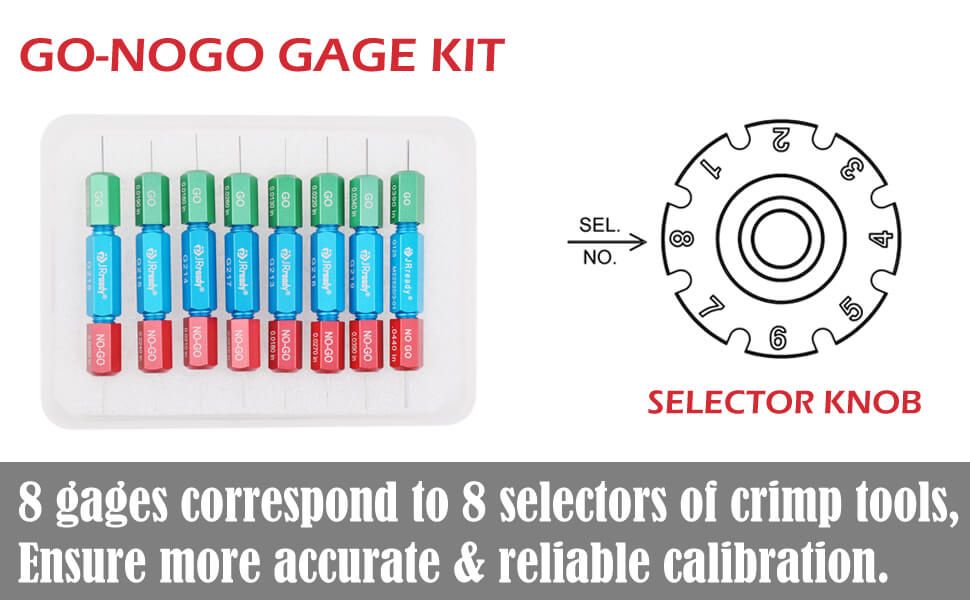
Set the tool to the specified setting (Crimp Depth Selector) and first Insert the Go, then the No-Go end of the gage into the indenters.
The “GO” should pass freely between the four indenters, and the “NO-GO” may enter, but should not pass through the indenters.
Indenter Working Dia (in/mm)
G220:GO .0280 - NO-GO .0330
G221:GO .0320 - NO-GO .0370
G222:GO .0360 - NO-GO .0410
G224:GO .0450 - NO-GO .0500
G225:GO .0520 - NO-GO .0570
G226:GO .0590 - NO-GO .0640
G227:GO .0680 - NO-GO .0730
G125(M22520/3-1):GO:0.0390 - NO-GO:0.0440